加工
焼成前の加工(切削加工)
試作品、少量品のご要望に対応します。
成形だけでは作れない形状、試作や少量のため金型を作ると総額が高額になる場合など、焼成前のブランク材(グリーン・生素地)を加工する事で、コストダウンや納期の短縮が出来ます。
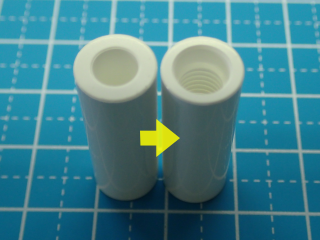
ネジ加工
一般的にセラミックは精度の高いネジを一体成形する事は難易度が高いです。
そこで焼成前に焼成による収縮を見越し大き目に加工を行い、焼成後収縮したサイズやネジのピッチを規格に入れます。
主な用途は耐熱性、電気絶縁性、耐食性を必要とし、金属、樹脂などでは耐えない場所でエンジニアリングセラミックスとして使用されています。
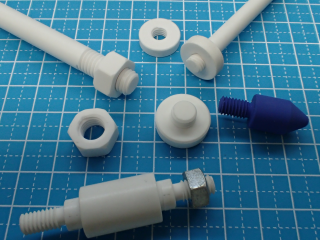
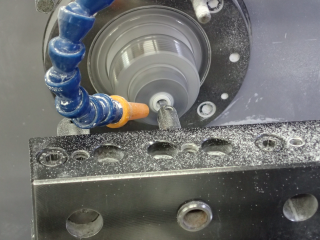
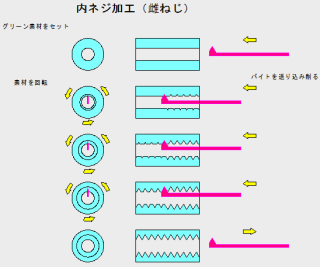
内ネジ加工
ネジ山はプレス成形では成形できないため、焼成前の段階でネジ山を収縮率約16%を加味して加工します。
画像は内ネジの加工ですが、外ネジも同様に加工を行えます。

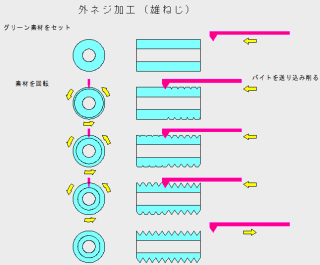
ネジの生加工工程解説
写真だけでは分かりにくいため、図で解説します。
ネジ加工の方法はいくつかありますが、トウゴクセラミックではグリーン素材を回転させながらバイトで削り込んでネジ切り加工をします。
加工機にセットされたグリーン素材をコンピューター制御により回転させながら、バイトで深さを段階ごとに深くして削り込みます。
これは一度に深く削り込むとチッピングや破損の原因になるためです。
また、削り込む位置、グリーン素材の回転速度、バイトの削り深さ・送り込み速度の全てを制御して加工をしています。
内ネジも外ネジも原理は同じで、トウゴクセラミックではネジ加工の内省化により、金属や樹脂では使えない環境のエンジニアリングセラミックスを中心に絶縁部品、耐食性部品、耐磨耗部品、耐熱部品などの量産品を安定的に生産しております。
焼成後の加工(研削加工・研磨加工)
焼放し以上の精度加工、面精度可能に対応します。
ブランク材からの加工では出来ない、鏡面仕上げ、ラップ、艶出しなどの表面仕上げ加工や真円度・並行度などを含む寸法精度を求める際に、焼成後精密両面ラップ機、センタレス機、バレル研磨機で硬い製品を加工します。
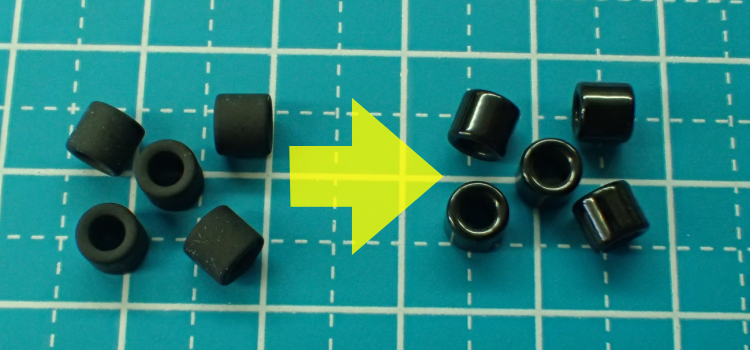
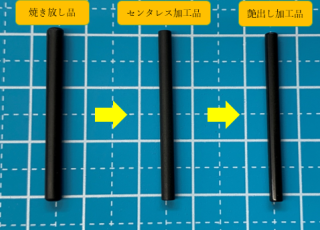
センタレス加工
成形後焼成されたピンは曲りなどがあるため、外周をセンタレスマシンで削り込みを行うことで曲り・歪みを無くし寸法精度の高い仕上りにします。
写真はセンタレス加工後、更に艶出し加工を施しました。
材質:黒アルミナ材質(ブラックアルミナ)
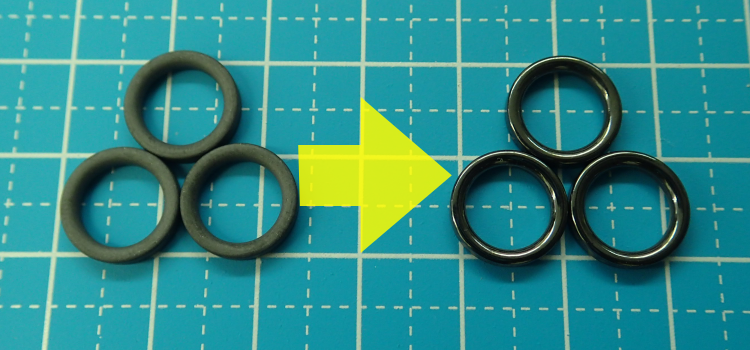
鏡面研磨加工
鏡面研磨はポリッシュ(polish)、ポリッシング(polishing)、ラップ研磨とも言い、セラミックを磨き上げる事により、鏡の様な鏡面に仕上げます。
主な用途はエンジニアリングセラミックスとして、強度、絶縁性、耐食性、耐摩耗性、耐熱性以外に潤滑性や平面度などを複合的に必要とする場面で使われています。
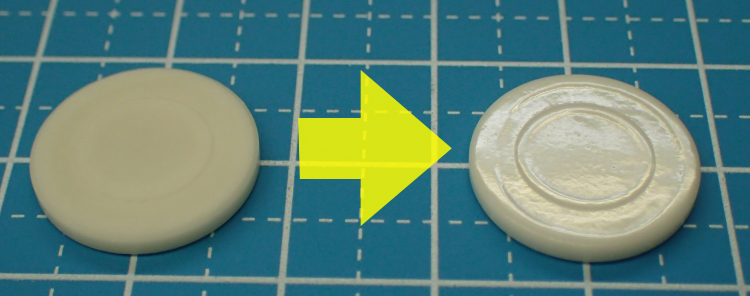
艶出し加工(磨き加工)
主力製品である「ラインガイド」などの製品は、小型で殆どの面が曲面です。材質も耐摩耗性以外に熱伝導・軽量化などを考慮して選定しているため、アルミナ・ジルコニア・炭化珪素・窒化珪素で作られています。
製品の表面に傷があったり、研き残しがあったりすると、繊維・ライン・ワイヤーなどが通ると切れたり、切れなくてもダメージになります。こういったことを無くすために、「艶出し加工」いわゆる研き加工を行い、表面を滑らかにします。